
صمام بوابة API 600 هو صمام بوابة فولاذي للخدمة الشاقة يُستخدم للعزل الكامل عند الفتح التام أو الإغلاق التام في تطبيقات البترول والغاز الطبيعي والبتروكيماويات والمصافي والطاقة. يجب أن يحدد طلب عرض السعر الجيد الحجم وفئة الضغط والمادة والتجهيزات الداخلية وتوصيلة النهاية وطريقة التشغيل ومتطلبات الاختبار والتوثيق. ما هو صمام بوابة API 600؟ صمام صمام بوابة API 600 هو صمام بوابة فولاذي مصمم للخدمات الصناعية الصعبة. يُستخدم عادةً عندما يجب أن يوفر الصمام عزلاً موثوقاً به تحت الضغط ودرجة الحرارة وظروف التشغيل التي تتطلب بنية أكثر متانة من الصمامات خفيفة الخدمة. يرتبط API 600 تحديداً بصمامات البوابة الفولاذية. ويُقترن عادةً بتصميم غطاء مثبت بمسامير، وتصميم لولب خارجي ونير، وتشغيل بساق صاعدة، وأسطح إحكام معدنية، ونهايات ذات حواف أو ملحومة تناكبيًا. النقطة الأساسية للمشترين بسيطة: صمامات البوابة API 600 مخصصة للعزل وليس للخنق. ويجب تشغيلها عادةً إما مفتوحة بالكامل أو مغلقة بالكامل. ميزات التصميم الرئيسية يركز تصميم صمام بوابة API 600 على القوة والإحكام وموثوقية الخدمة. تشمل ميزات التصميم الشائعة: ● بنية غطاء مثبت بمسامير ● لولب خارجي ونير، أو تصميم OS&Y ● ساق صاعدة ● إسفين مرن أو إسفين صلب ● أسطح إحكام معدنية ● حلقات مقعد قابلة للاستبدال أو ملحومة داخلياً، حسب التصميم ● نهايات ذات حواف أو RTJ أو ملحومة تناكبيًا ● تشغيل بواسطة عجلة يدوية أو علبة تروس أو مشغل تساعد الساق الصاعدة المشغلين على معرفة ما إذا كان الصمام مفتوحاً أو مغلقاً. كما يحافظ تصميم OS&Y على وجود أسنان الساق اللولبية خارج حدود الضغط، مما يدعم سهولة الفحص والصيانة. بالنسبة للخدمات ذات درجات الحرارة أو الضغوط العالية، يجب التحقق بعناية من مواد الإسفين والمقعد والحشية والتعبئة والمسامير. قد يفي الصمام بالمعيار العام ولكنه يظل غير مناسب إذا كانت المادة أو التجهيزات الداخلية غير صحيحة للوسط. المواد الشائعة لصمامات البوابة API 600 يجب أن يتوافق اختيار المادة مع وسط العملية ودرجة حرارة التشغيل ومخاطر التآكل وفئة الضغط. تشمل مواد الجسم والغطاء الشائعة: المادة الاستخدام النموذجي ASTM A216 WCB خدمة الفولاذ الكربوني العامة ASTM A217 WC6 / WC9 خدمة سبائك الفولاذ ذات درجات الحرارة العالية ASTM A352 LCB / LCC خدمة درجات الحرارة المنخفضة ASTM A351 CF8 / CF8M الفولاذ المقاوم للصدأ أو الخدمة المسببة للتآكل الفولاذ المقاوم للصدأ المزدوج الخدمة المسببة للتآكل أو التي تحتوي على كلوريد اختيار الأجزاء الداخلية لا يقل أهمية. يجب أن يكون الساق والإسفين والمقعد والتكسية الصلبة متوافقة مع متطلبات درجة الحرارة والوسط والتسرب. بالنسبة لخدمات المصافي أو البخار أو البتروكيماويات، يحتاج المشترون غالبًا إلى التحقق من رقم الأجزاء الداخلية، والتكسية الصلبة للمقعد، وحشوة الجرافيت، ونوع الحشية، ودرجة مسامير التثبيت. API 600 مقابل API 602 غالبًا ما تتم مقارنة API 600 وAPI 602، لكنهما ليسا متماثلين. ينطبق API 600 على صمامات البوابة الفولاذية، وتُستخدم عادةً في تطبيقات العمليات الأكبر والأكثر تطلبًا. وينطبق API 602 على صمامات البوابة والم globe والفحص المطروقة والمدمجة، وعادةً ما تكون بأحجام أصغر. العنصر API 600 API 602 نوع الصمام الرئيسي صمامات بوابة فولاذية صمامات بوابة وم globe وفحص مطروقة التركيب النموذجي تصميم صمام بوابة مصبوب أو فولاذي تصميم مطروق مدمج الاستخدام الشائع المصافي، والبتروكيماويات...

يُستخدم صمام بوابة مطروق API 602 للخدمة في صمامات البوابة صغيرة التجويف والمدمجة في أنظمة أنابيب البترول والغاز الطبيعي والمواد الكيميائية والطاقة والصناعات. لتحديد التصميم المناسب، تأكد من الحجم، وفئة الضغط، والمادة، ونوع الغطاء، وتوصيلة النهاية، ونوع المنفذ، وأجزاء التشذيب، والمقعد، ومعيار الاختبار، وظروف الخدمة. ما هو صمام البوابة المطروق API 602؟ إنه صمام بوابة مطروق API 602 وهو صمام بوابة فولاذي مدمج مُصنّع وفقًا لمتطلبات API 602. يغطي API 602 صمامات البوابة وصمامات الكرة وصمامات الفحصللأحجام DN 100 / NPS 4 والأصغر في تطبيقات صناعة البترول والغاز الطبيعي. على عكس صمامات البوابة الفولاذية المصبوبة الكبيرة، يتم عادةً اختيار صمامات البوابة المطروقة لأنظمة الأنابيب الأصغر حيث يكون الضغط أو درجة الحرارة أو الاهتزاز أو التركيب المدمج عوامل مهمة. يوفر التصنيع المطروق بنية مادة كثيفة، وهو أمر مفيد للخدمات ذات الضغط العالي والخدمات الحرجة. بعبارات بسيطة، يكون API 602 غالبًا الخيار الأنسب عندما يكون الخط صغيرًا ولكن ظروف الخدمة تتطلب أداءً عاليًا. متى يجب استخدام صمام بوابة مطروق API 602؟ استخدم صمام بوابة مطروق API 602 عندما يتطلب التطبيق عزلًا موثوقًا به في نظام أنابيب مدمج. يُستخدم عادةً في المصافي، ومصانع المواد الكيميائية، ومحطات الطاقة، ومنشآت النفط والغاز، وخطوط البخار، وفتحات التنفيس، والمصارف، وأنظمة الخدمات. تشمل حالات الاستخدام النموذجية: ● خطوط الضغط العالي صغيرة التجويف ● خدمة البخار والمكثفات ● عزل العمليات ● الأنظمة المثبتة على هياكل انزلاقية ● توصيلات التصريف وفتحات التنفيس ● أنابيب الأجهزة والأنابيب المساعدة ● خدمات النفط والغاز والبتروكيماويات بالنسبة لأحجام الخطوط الأكبر أو تطبيقات الفولاذ المصبوب للخدمة الشاقة، قد يكون API 600 أكثر ملاءمة. لا ينبغي اعتبار API 602 وAPI 600 معيارين قابلين للاستبدال. خيارات التصميم الرئيسية التي يجب تحديدها لا تحدد صمام بوابة مطروق API 602 فقط من خلال الحجم وفئة الضغط. يجب أن يحدد طلب الشراء تصميم الصمام الكامل. تشمل العناصر المهمة: العنصر ما يجب تأكيده الحجم حجم DN / NPS ومتطلبات التجويف فئة الضغط الفئة 800 أو 1500 أو 2500 أو متطلبات المشروع المادة A105 أو F304 أو F316 أو F11 أو F22 أو LF2 أو درجة أخرى نوع الغطاء غطاء مثبت بالمسامير، أو غطاء ملحوم، أو مانع تسرب بالضغط وصلة النهاية لحام تجويفي، أو ملولب، أو لحام تناكبي، أو ذو حواف المنفذ منفذ كامل أو منفذ عادي الأجزاء الداخلية الساق، والإسفين، والمقعد، ومواد التكسية الصلبة التشغيل عجلة يدوية، أو علبة تروس، أو مشغل عند الحاجة الاختبار اختبار وفقًا لـ API 598 أو حسب ما يحدده المشروع تؤثر هذه التفاصيل على الإحكام، وقدرة تحمل الضغط، وسهولة الصيانة، والتركيب. اختيار الغطاء ووصلة النهاية يجب أن يتوافق نوع الغطاء مع متطلبات الضغط ودرجة الحرارة والصيانة. تُعد تصاميم الغطاء المثبت بالمسامير شائعة وأسهل في الخدمة. تقلل تصاميم الغطاء الملحوم من مسارات التسرب المحتملة لكنها أقل ملاءمة للتفكيك. يمكن النظر في أغطية مانع الضغط للخدمة ذات الضغط الأعلى، اعتمادًا على التصميم ومتطلبات المشروع. تُعد وصلة النهاية مهمة بنفس القدر. تُستخدم نهايات اللحام التجويفي بشكل شائع للصمامات المطروقة صغيرة القطر. قد تُستخدم النهايات الملولبة في خدمات المرافق منخفضة المخاطر، بينما يمكن اختيار نهايات اللحام التناكبي أو ذات الحواف عند طلبها وفقًا لمواصفات الأنابيب...

تشمل الأنواع الرئيسية لصمامات الفراشة الصمام متحدة المركز، والصمام مزدوج الإزاحة، والصمام ثلاثي الإزاحة، والصمام الرقائقي، والصمام ذو العروات، والصمام ذو الحواف، والصمام ذو المقعد المرن، والصمام ذو المقعد المعدني، والصمام اليدوي، والصمام الهوائي، وصمام الفراشة الكهربائي. يعتمد الاختيار الصحيح على الضغط ودرجة الحرارة والوسيط ومتطلبات التسرب ومساحة التركيب وتكرار التشغيل. ما هي الأنواع الرئيسية لصمامات الفراشة؟ تُصنَّف صمامات الفراشة عادةً حسب تصميم القرص، وطريقة توصيل الجسم، ومادة المقعد، وطريقة التشغيل. هذا التصنيف مهم لأن صمامين قد يُسمَّيان كلاهما صمامات فراشة، لكن حدود الخدمة الخاصة بهما قد تكون مختلفة جدًا. يستخدم صمام الفراشة قرصًا دوارًا لعزل التدفق أو تنظيمه. وبفضل هيكله المدمج ووزنه الخفيف وتشغيله بربع دورة، يُستخدم على نطاق واسع في معالجة المياه ومحطات الطاقة والمعالجة الكيميائية وأنظمة التدفئة والتهوية وتكييف الهواء والأنظمة البحرية وخطوط الأنابيب الصناعية العامة. بالنسبة للمشترين، لا يتمثل السؤال الرئيسي ببساطة في «أي نوع أرخص؟» بل في «أي نوع يمكنه تحمل الضغط ودرجة الحرارة والوسيط ومتطلبات الإحكام الفعلية؟» صمام الفراشة متحد المركز A صمام فراشة متحد المركزيكون ساقه موجودًا على خط المنتصف لجسم الصمام والقرص. ويُسمى أيضًا صمام الفراشة المحوري. يُستخدم هذا النوع عادةً في تطبيقات الضغط المنخفض والخدمات العامة، خاصةً مع الماء والهواء والسوائل غير العدوانية. وهو بسيط واقتصادي وسهل الصيانة. يتمثل القيد في تآكل المقعد. أثناء الفتح والإغلاق، يبقى القرص ملامسًا للمقعد المرن خلال جزء كبير من حركته. بالنسبة للضغط الأعلى أو درجة الحرارة الأعلى أو متطلبات الإغلاق الأكثر صرامة، تكون تصاميم الإزاحة المزدوجة أو الثلاثية غالبًا أكثر ملاءمة. صمام الفراشة مزدوج الإزاحة A صمام فراشة مزدوج الإزاحةيستخدم إزاحتين لتقليل الاحتكاك بين القرص والمقعد. وهذا يحسن أداء الإحكام ويساعد على إطالة عمر الخدمة مقارنةً بالتصميم متحد المركز الأساسي. غالبًا ما يتم اختيار صمامات الفراشة مزدوجة الإزاحة لخدمات الضغط المتوسط الصناعية، بما في ذلك النفط والغاز وإمدادات المياه وتوليد الطاقة والأنظمة الكيميائية. وهي مفيدة عندما يحتاج التطبيق إلى متانة أفضل ولكنه لا يتطلب تصميمًا كاملًا ثلاثي الإزاحة بمقعد معدني. يُسمى هذا النوع أيضًا بشكل شائع صمام الفراشة عالي الأداء. قبل الاختيار، يجب على المشترين التأكد من فئة الضغط ومادة المقعد وتصميم إحكام العمود وتكرار التشغيل المتوقع. صمام الفراشة ثلاثي الإزاحة A صمام فراشة ثلاثي الإزاحةيضيف إزاحة هندسية ثالثة لإنشاء هيكل إحكام أكثر تقدمًا. ويُستخدم عادةً في تطبيقات درجات الحرارة العالية والضغط العالي أو الخدمات القاسية. يقلل التصميم الاحتكاك بين أسطح الإحكام أثناء التشغيل. تستخدم العديد من صمامات الفراشة ثلاثية الإزاحة مقاعد معدنية، مما يجعلها مناسبة للبخار والنفط والغاز والمواد الكيميائية وغيرها من الأوساط الصعبة. بالنسبة لهذه التطبيقات، تعد المعايير والاختبارات مهمة. غالبًا ما يحتاج المشترون إلى التحقق مما إذا كان تصميم الصمام يتبع معايير مثل API 609 وEN 593 وISO 5752 وASME B16.34 أو API 598، وفقًا لمتطلبات المشروع. صمامات الفراشة الرقاقية وذات العروات وذات الحواف يؤثر اتصال الجسم على التركيب والصيانة. النوع الأفضل لـ النقطة الرئيسية صمام فراشة رقائقي أنظمة الأنابيب المدمجة يُثبت بين حافتين صمام فراشة ذو عرو...


الصمام الأعمى الخطي هو نوع من صمام البوابة الذي يقطع وسط الغاز يدويًا أو كهربائيًا أو هوائيًا أو هيدروليكيًا. وهي مقسمة عمومًا إلى صمام كهربائي أعمى ، وصمام أعمى هيدروليكي ، وصمام مغلق بسدادة ، وصمام أعمى كهربائي مفتوح.
دفع:
30% when order confirmed, 70% before shipmentأصل المنتج:
Chinaاللون:
Customizationميناء الشحن:
Shanghai, Chinaالمهلة:
30~60 days Ex Works after order confirmationوصف المنتج
إن انزلاق الكامة ذو درجة الحرارة العالية هو نوع خاص من الصمامات العمياء الخطية ، والتي تختلف بشكل كبير عن صمام الحافة العمياء العادي في قدرتها على مقاومة درجات الحرارة العالية. عادةً ما تكون الصمامات العمياء ذات الخط العادي مناسبة للوسائط ذات درجات الحرارة بين 0 درجة مئوية و 200 درجة مئوية ، في حين أن الصمام الأعمى ذو خط انزلاق الكامة ذو درجة الحرارة المرتفعة يمكن أن يتحمل الاستخدام في البيئات ذات درجات الحرارة المرتفعة ، وعادة ما تكون مناسبة للحالات التي تكون فيها درجة الحرارة أعلى من 200 درجة مئوية ويمكنها أيضًا تحمل درجات حرارة تصل إلى 800 درجة مئوية.
سمات
1. إنه قادر على تحمل الاستخدام في بيئات درجات الحرارة المرتفعة ، ومناسب عادةً للتطبيقات ذات درجات حرارة أعلى من 200 درجة مئوية ، ويمكنه أيضًا تحمل درجات حرارة تصل إلى 800 درجة مئوية.
2. يتميز بتصميم مضغوط ، مما يسمح باستخدامه في البيئات ذات المساحات المحدودة.
3. العملية بسيطة ومريحة ، ولا تتطلب سوى مقبض لإكمال التبديل.
4. جسم الصمام مصنوع بشكل نموذجي من الفولاذ المقاوم للصدأ أو مواد أخرى مقاومة للتآكل ، مما يجعله مناسبًا للاستخدام في البيئات الكيميائية القاسية.
5. تتميز بأداء الختم الجيد ، مما يمنع بشكل فعال تسرب المواد.
رسم تقنى _ رسم عن طريق الكمبيوتر
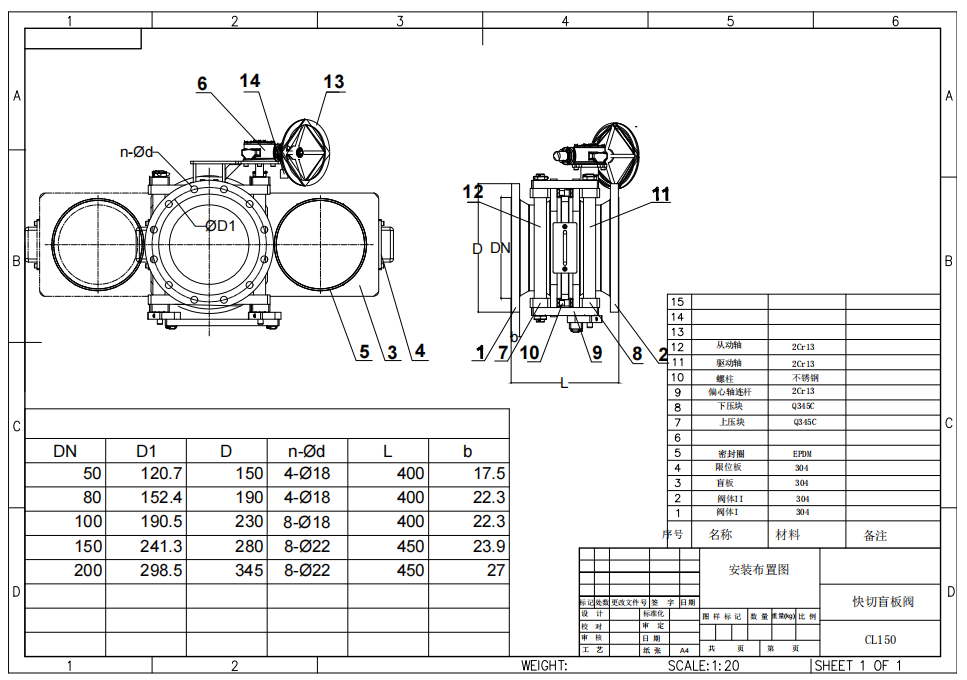
المواصفات الفنية للصمامات العمياء الخطية
| وصف |
معيار |
| الأقطار الاسمية |
1/2 بوصة (DN15) إلى 24 بوصة (DN600) |
| نطاق درجة حرارة |
-20 درجة مئوية إلى 816 درجة مئوية (14 درجة فهرنهايت - 1500 درجة فهرنهايت) |
| تصنيف الضغط |
ASME Class 150 إلى 600 أو أعلى عند الطلب |
| طريقة التشغيل |
يدوي ، Pnuematic ، هيدروليكي ، كهربائي |
| مواد |
الجسم: HT الكربون أو الفولاذ المقاوم للصدأ الصحن: ستانلس ستيل المنفاخ: ستانلس ستيل |
المعايير الهندسية للخطوط العمياء للصمامات
| معيار ASME |
وصف |
| ب 16.5 |
شفة الأنابيب والتجهيزات ذات الحواف |
| ب 16.34 |
الصمامات - ذات حواف وملولبة ونهايات لحام |
| B31.1 |
أنابيب الطاقة |
| كود ASME B&PV |
الوصف (رمز وعاء الغلاية والضغط) |
| القسم الثاني |
مادة |
| القسم الثامن |
قواعد بناء أوعية الضغط |
| القسم التاسع |
مؤهلات اللحام والنحاس |
| معيار API |
وصف |
| API 598 |
فحص الصمام واختباره |
| API 2217 |
مبادئ توجيهية للعمل في الأماكن المحصورة في صناعة البترول |
| آحرون |
وصف |
| ISO 9001 |
نظام ادارة الجودة |
| NACE MR0175 |
تكسير إجهاد الكبريتيد والتآكل الإجهادي |
إذا كنت مهتما في منتجاتنا و تريد أن تعرف المزيد من التفاصيل,يرجى ترك رسالة هنا وسوف نقوم بالرد عليك بأسرع ما يمكن.



حقوق النشر © 2015-2026 DERVOS VALVE CO.,LTD.كل الحقوق محفوظة مدونة / خريطة الموقع / XML / سياسة الخصوصية












