
صمام فراشة ثلاثي الانحراف هو صمام عزل عالي الأداء مصمم للتطبيقات التي لا تستطيع فيها صمامات الفراشة التقليدية ذات المقعد المرن أو ذات الانحراف المزدوج تلبية متطلبات الضغط أو درجة الحرارة أو التسرب. وباستخدام تصميم إحكام ثلاثي الانحراف، يحقق الصمام آلية إحكام معدن-إلى-معدن مع تقليل الاحتكاك بين القرص والمقعد أثناء التشغيل، مما يجعله مناسبًا للخدمات الصعبة مثل النفط والغاز والبتروكيماويات وتوليد الطاقة والغاز الطبيعي المسال والبخار وأنظمة العمليات الصناعية. تصميم ومبدأ عمل صمام الفراشة ثلاثي الانحراف على عكس صمام الفراشة متحد المركز، حيث يتم وضع العمود على خط المنتصف للقرص والمقعد، فإن صمام الفراشة ثلاثي الانحراف يدمج ثلاثة انحرافات هندسية مستقلة. ينقل الانحراف الأول العمود بعيدًا عن خط المنتصف لجسم الصمام، بينما يزيح الانحراف الثاني العمود عن خط منتصف خط الأنابيب، ويضيف الانحراف الثالث سطح إحكام مخروطيًا بدلًا من شكل إحكام دائري. تسمح هذه الهندسة للقرص بالابتعاد عن المقعد مباشرة بعد بدء الدوران، مما يلغي الاحتكاك بين أسطح الإحكام. الميزة الرئيسية لهذا التصميم هي أن قوة الإحكام تتولد بواسطة عزم الدوران بدلًا من الضغط المستمر على المواد اللينة. إذا كان التطبيق يتطلب خدمة بدرجات حرارة عالية، فإن صمام الفراشة ثلاثي الانحراف ذو المقعد المعدني يُفضل غالبًا لأن مقاعد المطاط الصناعي قد تتدهور تحت درجات الحرارة المرتفعة. وإذا كان الوسط يحتوي على جسيمات كاشطة أو مواد كيميائية عدوانية، فإن اختيار مواد القرص والمقعد والجسم يصبح أمرًا بالغ الأهمية لمنع التآكل والتلف والتسرب أثناء التشغيل طويل الأمد. معايير ومواد صمام الفراشة ثلاثي الانحراف يُصنع صمام الفراشة ثلاثي الانحراف عادةً وفقًا لمعايير مثل API 609 وEN 593 وISO 5752، مع تصنيفات ضغط تتراوح من الفئة 150 إلى الفئة 600 وما فوق حسب متطلبات التصميم. تشمل المواد النموذجية الفولاذ الكربوني والفولاذ المقاوم للصدأ والفولاذ المقاوم للصدأ المزدوج وبرونز الألومنيوم والسبائك القائمة على النيكل. بالنسبة لتطبيقات مياه البحر المسببة للتآكل، قد يتم اختيار سبائك برونز الألومنيوم مثل C95500 أو C95800، بينما قد تتطلب تطبيقات الخدمة الحامضية مواد متوافقة مع متطلبات NACE MR0175/ISO 15156. أداء إحكام صمام الفراشة ثلاثي الانحراف والتحكم في التسرب يعتمد أداء إحكام صمام الفراشة ثلاثي الانحراف على التفاعل بين حلقة الإحكام وتشطيب سطح المقعد وعزم التشغيل وتوافق المواد. وبما أن أسطح الإحكام تتلامس فقط عند موضع الإغلاق النهائي، فإن التآكل الميكانيكي ينخفض بشكل كبير مقارنة بتصميمات صمامات الفراشة التقليدية. إذا كان التسرب الصفري مطلوبًا للعزل الحرج، فيجب مراعاة تصميم الصمام وفئة الضغط ومعيار التسرب المطبق، مثل API 598 أو ISO 5208، أثناء تحديد المواصفات. تطبيقات صمام الفراشة ثلاثي الانحراف واعتبارات الاختيار في خطوط الأنابيب ذات الأقطار الكبيرة، غالبًا ما يتم اختيار صمامات الفراشة ثلاثية الانحراف كبديل لصمامات البوابة لأنها توفر بُعدًا أقصر من وجه إلى وجه ووزن تركيب أقل. ومع ذلك، يجب أن يعتمد اختيار الصمام على ظروف التشغيل وليس على الحجم فقط. إذا كان خط الأنابيب يتطلب تشغيلًا متكررًا أو مساحة تركيب محدودة أو قدرة إغلاق عند درجات حرارة عالية، فقد يوفر تصميم الانحراف الثلاثي مزايا. وإذا كانت الخدمة تتطلب التحكم بالخنق، فيلزم إجراء تقييم إضافي لخصائص التدفق وحجم المشغل، لأن صمامات الفراشة مُحسّنة عمومًا لتطبيقات العزل والت...
تُعد صمامات الكرة والصمامات السدّادية كلاهما صمامات دوارة ربع دورة تُستخدم للتحكم في التشغيل والإيقاف والعزل في أنظمة الأنابيب الصناعية. وعلى الرغم من أنها تشترك في مبادئ تشغيل متشابهة، فإن تصاميمها الداخلية تؤدي إلى خصائص أداء مختلفة، خاصة من حيث الإحكام، وقدرة تحمل الضغط، وعزم التشغيل، ومتطلبات الصيانة، ومدى ملاءمتها للوسائط المختلفة. يجب أن يعتمد الاختيار بين الصمام الكروي والصمام السدّادي على ظروف التشغيل الفعلية بدلًا من تفضيل نوع الصمام. إذا كان التطبيق يتطلب إغلاقًا محكمًا، وتشغيلًا متكررًا، وعزم تشغيل منخفضًا، فغالبًا ما يُفضّل الصمام الكروي. وإذا كان النظام يتعامل مع وسائط متسخة أو جزيئات كاشطة أو ممرات تدفق كبيرة، فقد يوفر الصمام السدّادي موثوقية أفضل. اختلافات التصميم وأداء الإحكام أحد صمام كروييستخدم عنصر إغلاق كروي الشكل مزودًا بثقب محفور. عندما يكون الصمام مفتوحًا، يتماشى الثقب مع خط الأنابيب لتوفير مسار تدفق شبه غير مقيد. وعند تدويره بزاوية 90 درجة، يحجب الجزء المصمت من الكرة الممر ويوفر الإغلاق. يستخدم الصمام السدّادي سدادة أسطوانية أو مخروطية تحتوي على ممر تدفق عبر المركز. تدور السدادة داخل الجسم للتحكم في التدفق. وبحسب التصميم، يمكن أن تكون الصمامات السدّادية مُزلّقة أو ذات بطانة أو غير مُزلّقة، حيث يوفر كل هيكل خصائص إحكام مختلفة. تُعد آلية الإحكام إحدى الاختلافات الرئيسية بين الصمامين. تستخدم الصمامات الكروية عمومًا مقاعد لينة أو مقاعد معدنية أو مزيجًا من كليهما لتحقيق إغلاق موثوق. إذا كان النظام يتطلب عزلًا محكمًا دون فقاعات، خاصة في خدمة الغاز أو تطبيقات العمليات الحرجة، فإن الصمام الكروي المختار بشكل صحيح يمكن أن يوفر أداء إحكام ممتازًا. تعتمد الصمامات السدّادية على التلامس بين السدادة وجسم الصمام أو البطانة. تستخدم الصمامات السدّادية المُزلّقة مادة مانعة للتسرب تُحقن بين السدادة والجسم لتقليل الاحتكاك وتحسين الإحكام. يمكن لهذا التصميم أن يعمل جيدًا في التطبيقات التي تحتوي فيها الوسائط على ملوثات، لأن مادة الإحكام تساعد على حماية أسطح الإغلاق. اعتبارات التطبيق تحدد ظروف التشغيل ما إذا كان الصمام الكروي أو الصمام السدّاديهو الأكثر ملاءمة. تُستخدم الصمامات الكروية على نطاق واسع في صناعات النفط والغاز والبتروكيماويات والغاز الطبيعي المسال والمعالجة الكيميائية والطاقة حيث يكون الإغلاق الموثوق مطلوبًا. تُستخدم الصمامات الكروية العائمة عادةً في أنظمة الضغط المنخفض، بينما تُفضّل الصمامات الكروية المركبة على مرتكزات الدوران للأحجام الأكبر وتصنيفات الضغط الأعلى لأن دعم مرتكز الدوران يقلل عزم التشغيل. إذا كان الصمام سيتعرض لدورات تشغيل متكررة، فإن الصمام الكروي يوفر عادةً ميزة بسبب تشغيله منخفض الاحتكاك وتفعيله بربع دورة. ومع ذلك، يلزم إجراء دراسة دقيقة عند التعامل مع سوائل تحتوي على جزيئات صلبة. إذا علقت الجزيئات الكاشطة بين الكرة والمقعد، فقد يحدث تلف للمقعد وتسرب. غالبًا ما يتم اختيار الصمامات السدّادية للتطبيقات التي تتضمن سوائل متسخة، ومعلقات، ومياه صرف، وخطوط الأنابيبحيث قد تحتوي وسائط التدفق على مواد صلبة عالقة. يقلل ممر التدفق الكبير والمستقيم من خطر الانسداد. إذا كان مائع العملية يحتوي على ملوثات قد تتسبب في تلف مواد الإحكام اللينة، فقد يوفر الصمام السدّادي ذو المقعد المعدني أو المُزلّق أداء خدمة أفضل. تُعد درجة الحرارة والضغط أيضًا من العوامل المهمة. إذا كان التطبيق يتضمن ضغطًا مرتفعًا أو درجة حرار...
في عام 2026، تحتفل DERVOS VALVE بفخر بالذكرى السنوية الثامنة عشرة، مما يشكّل محطة مهمة في مسيرة الشركة. وللاحتفال بهذه المناسبة، نظّمت DERVOS VALVE احتفالًا بالذكرى السنوية استمر ثلاثة أيام، جمع جميع الموظفين للتأمل في إنجازات الشركة خلال الثمانية عشر عامًا الماضية، والنظر إلى التطور المستقبلي، وتعزيز تماسك الفريق من خلال أنشطة ذات معنى وتجارب مشتركة. استعراض 18 عامًا من النمو من إدارة المواد الخام والتشغيل الآلي الدقيق إلى التجميع واختبار المنتجات، تعكس كل مرحلة من مراحل الإنتاج DERVOS VALVEالتزامها الثابت بالجودة. على مدى الثمانية عشر عامًا الماضية، واصلت DERVOS VALVE تحسين نظام التصنيع لديها مع تعزيز جودة المنتجات وقدرات خدمة العملاء. واليوم تُستخدم صماماتنا الصناعية على نطاق واسع في قطاعات النفط والغاز، والصناعات الكيميائية، وتوليد الطاقة، ومعالجة المياه، LNG، وقطاعات صناعية أخرى، لتوفير حلول صمامات موثوقة للعملاء حول العالم. بناء توافق من أجل التطور المستقبلي أثناء احتفال الذكرى السنوية، عقدت DERVOS VALVE أيضًا اجتماع التواصل لنصف العام. استعرض الاجتماع أداء الشركة خلال النصف الأول من العام وحدد الأهداف الرئيسية للتطور المستقبلي. وتبادل ممثلون من مختلف الأقسام رؤى حول الإنتاج الإدارة، وتحسين الجودة، والتعاون بين الوظائف المختلفة، مع تبادل الخبرات العملية، ومراجعة الإنجازات، ومناقشة الأهداف المستقبلية معًا. عزّز الاجتماع كذلك التواصل بين الأقسام، ورسّخ توافق الفريق، وأضفى زخمًا جديدًا على التطور طويل الأمد للشركة. الاستمتاع بالطبيعة معًا بالإضافة إلى أنشطة الذكرى السنوية للشركة، نظّمت DERVOS VALVE رحلة جماعية للاستمتاع بجمال الطبيعة. وسط مناظر طبيعية خلابة، استمتع الموظفون بالبيئة الجميلة واستكشفوا الثقافة المحلية في أجواء مريحة وممتعة. وقد أتاحت الرحلة فرصة للاسترخاء مع تعزيز العلاقات بين الزملاء. لقد أثرت هذه التجر�


دفع:
30% when order confirmed, 70% before shipmentأصل المنتج:
chinaاللون:
Customizationميناء الشحن:
Shanghai, Chinaالمهلة:
30~60 days Ex Works after order confirmationMaterial:
F22Method of Operation:
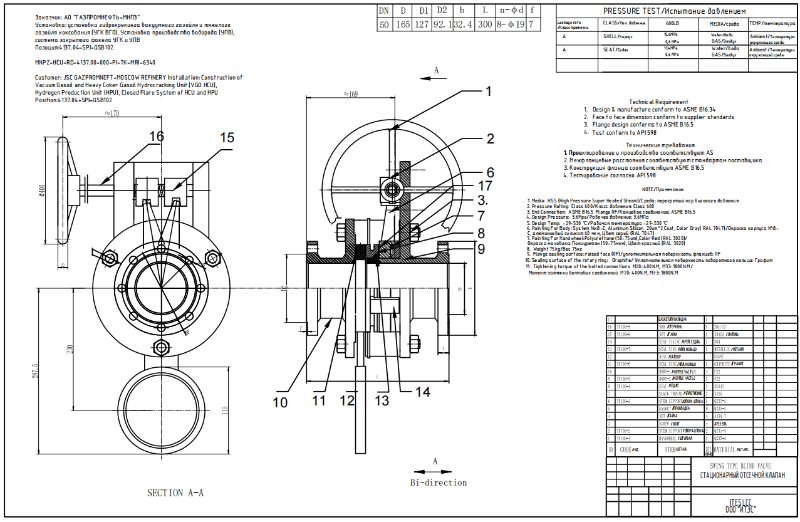
Hand wheelصمام أعمى متأرجح بقطر 2 بوصة ووزن 600 رطل، مصنوع وفقًا لمعيار ASME B16.34. جسم الصمام مصنوع من الفولاذ F22. يتميز بخصائص هيكلية متأرجحة. طريقة توصيله هي RF، ويحتوي على عجلة يدوية. وضع التشغيل.
|
يكتب |
صمام ستائري من النوع المتأرجح |
|
مقاس |
2 بوصة |
|
ضغط |
600 رطل |
|
اتصال |
الترددات اللاسلكية |
|
عملية |
عجلة يدوية |
|
مادة الجسم |
F22 |
|
معيار التصميم |
ASME B16.34 |
|
وجهاً لوجه |
معايير الموردين |
|
إنهاء الاتصال |
شفة ASME B16.5 RF |
|
قانون الاختبار والتفتيش |
API 598 |
|
درجة حرارة |
-29 ~ 530 درجة مئوية |
|
الوسيلة المناسبة |
ماء، غاز |
1. تتيح آلية الحجب من النوع المتأرجح عزلًا سريعًا وصيانة آمنة لأنظمة خطوط الأنابيب.
2. يضمن هيكل الفولاذ المصنوع من سبيكة F22 مع شفة RF قوة عالية في درجات الحرارة العالية وأداء إحكام موثوق به.




إذا كنت مهتما في منتجاتنا و تريد أن تعرف المزيد من التفاصيل,يرجى ترك رسالة هنا وسوف نقوم بالرد عليك بأسرع ما يمكن.

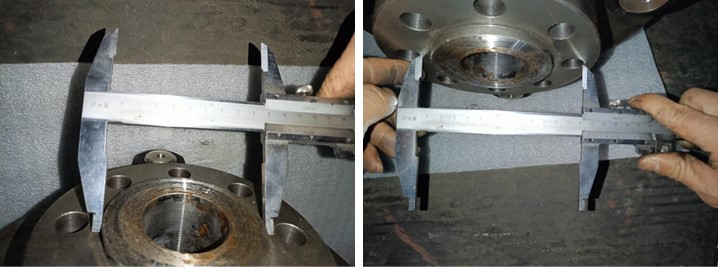
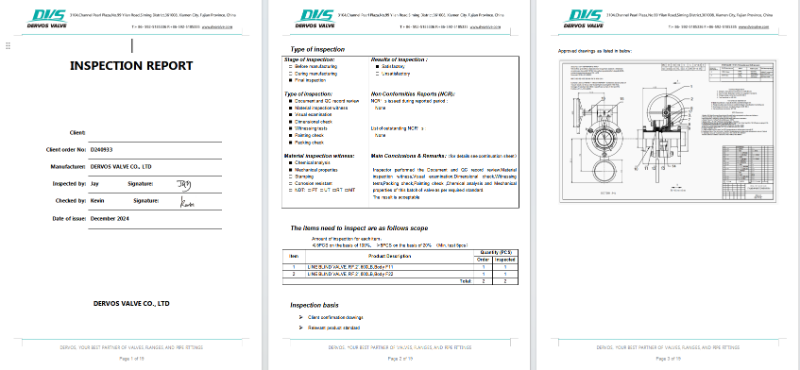
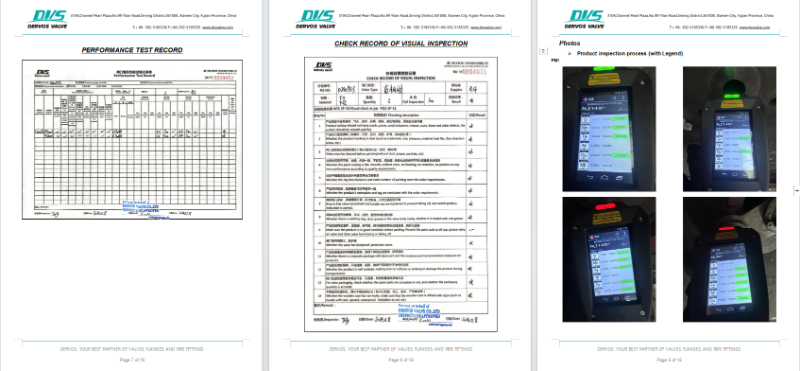
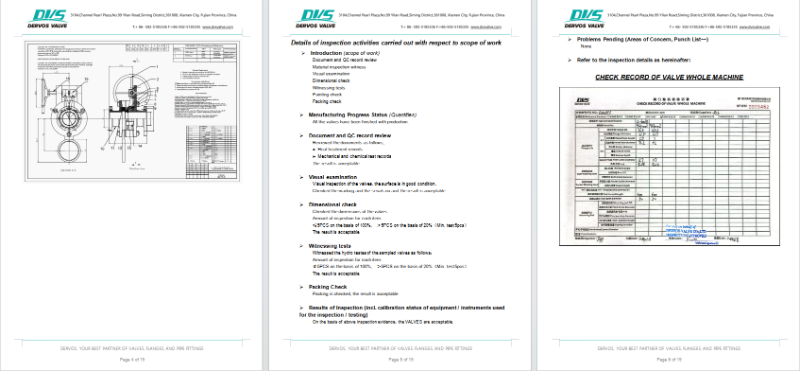
د صُمم هذا الصمام المتأرجح ذو الغطاء المغلق، بقياس 2 بوصة ووزن 600 رطل، خصيصًا لعزل البخار ذي درجات الحرارة العالية، حيث يوفر إغلاقًا ميكانيكيًا تامًا بفضل صفيحة إغلاق صلبة، مما يزيل خطر التسرب المتأصل في تصميمات الصمامات التي تعتمد على المقعد. تضمن هذه الخاصية للعزل التام أقصى درجات الأمان لفنيي الصيانة وتمنع توقف النظام غير المخطط له. تتيح آلية التأرجح تشغيلًا سريعًا، مما يجعلها مناسبة بشكل خاص للتركيبات ذات المساحة المحدودة والتي تتطلب تشغيلًا سريعًا. صُنع جسم الصمام من فولاذ الكروم والموليبدينوم F11، وهو مادة معروفة بمقاومتها الممتازة للزحف والأكسدة في درجات الحرارة المرتفعة. وهو مصمم للعمل حتى 540 درجة مئوية، ويتوافق تمامًا مع معيار ASME B16.34، حيث تم اختبار ضغط كل وحدة وفقًا لمعيار API 598. إن هذا المزيج من المواد المتينة والتصميم المثبت يجعل صمام F11 المتأرجح خيارًا موثوقًا به للمصافي ومصانع البتروكيماويات ومرافق توليد الطاقة حيث يكون عزل البخار ذي درجة الحرارة العالية أمرًا بالغ الأهمية. معايير المنتج يكتب صمام حجب من النوع المتأرجح مقاس 2 " ضغط 600 رطل اتصال الترددات اللاسلكية عملية عجلة يدوية مادة الجسم F11 معيار التصميم ASME B16.34 وجهاً لوجه معايير الموردين نهاية ج اتصال شفة ASME B16.5 RF الاختبار والفحص شفرة واجهة برمجة التطبيقات (API) 598 درجة حرارة -29 ~ 5 3 0 درجة مئوية الوسيلة المناسبة البخار، الماء، الغاز طلب عزل خطوط الأنابيب الصناعية، البتروكيماويات، مصافي النفط، محطات توليد الطاقة سمات ● عزل إيجابي من النوع المتأرجح تُشكّل الصفيحة الصلبة حاجزًا ماديًا كاملًا، مما يضمن عدم حدوث أي تسرب أثناء صيانة خط الأنابيب. كما يُتيح تصميمها المتأرجح تشغيلها بواسطة شخص واحد في الأماكن الضيقة. ● هيكل من فولاذ سبيكة الكروم والموليبدينوم F11 - يوفر قوة شد عالية ومقاومة للأكسدة في درجات الحرارة المرتفعة، مما يجعله مناسبًا لخدمة البخار المستمر بدرجة حرارة عالية. ● نظام إحكام معدني – يزيل الأختام اللينة التي يمكن أن تتدهور تحت تأثير التغيرات الحرارية، مما يضمن إغلاقًا موثوقًا به في التطبيقات ذات درجات الحرارة العالية. ● تم اختباره واعتماده وفقًا لمعيار API 598 – يخضع كل صمام لاختبار هيدروستاتيكي وهوائي بنسبة 100% للتحقق من الأداء المحكم ضد التسرب قبل الشحن. الرسم الفني فحص الأبعاد اختبار الضغط تلوين نطاق لوحة الاسم والتغليف تقرير التفتيش



حقوق النشر © 2015-2026 DERVOS VALVE CO.,LTD.كل الحقوق محفوظة مدونة / خريطة الموقع / XML / سياسة الخصوصية












