
An API 602 forged gate valve is used for compact, small-bore gate valve service in petroleum, natural gas, chemical, power, and industrial piping. To specify the right design, confirm size, pressure class, material, bonnet type, end connection, port type, trim, seat, testing standard, and service conditions. What Is an API 602 Forged Gate Valve? An API 602 forged gate valve is a compact steel gate valve manufactured to API 602 requirements. API 602 covers gate, globe, and check valves for sizes DN 100 / NPS 4 and smaller in petroleum and natural gas industry applications. Unlike large cast steel gate valves, forged gate valves are usually selected for smaller piping systems where pressure, temperature, vibration, or compact installation matters. Forged construction provides a dense material structure, which is useful for high-pressure and critical service. In simple terms, API 602 is often the better fit when the line is small but the service is demanding. When Should You Use an API 602 Forged Gate Valve? Use an API 602 forged gate valve when the application requires reliable isolation in a compact piping system. It is commonly used in refineries, chemical plants, power plants, oil and gas facilities, steam lines, vents, drains, and utility systems. Typical use cases include: ● Small-bore high-pressure lines ● Steam and condensate service ● Process isolation ● Skid-mounted systems ● Drain and vent connections ● Instrument and auxiliary piping ● Oil, gas, and petrochemical service For larger line sizes or heavy-duty cast steel applications, API 600 may be more appropriate. API 602 and API 600 should not be treated as interchangeable standards. Key Design Choices to Specify Do not specify an API 602 forged gate valve only by size and pressure class. The purchase requirement should define the full valve design. Important items include: Item What to Confirm Size DN / NPS size and bore requirement Pressure class Class 800, 1500, 2500, or project requirement Material A105, F304, F316, F11, F22, LF2, or other grade Bonnet type Bolted bonnet, welded bonnet, or pressure seal End connection Socket weld, threaded, butt weld, or flanged Port Full port or regular port Trim Stem, wedge, seat, and hardfacing material Operation Handwheel, gearbox, or actuator if required Testing API 598 or project-specified testing These details affect sealing, pressure capability, maintainability, and installation. Bonnet and End Connection Selection Bonnet type should match pressure, temperature, and maintenance needs. Bolted bonnet designs are common and easier to service. Welded bonnet designs reduce potential leakage paths but are less convenient to disassemble. Pressure seal bonnets may be considered for higher-pressure service, depending on the design and project requirement. End connection is equally important. Socket weld ends are common for small-bore forged valves. Threaded ends may be...

تشمل الأنواع الرئيسية لصمامات الفراشة الصمام متحدة المركز، والصمام مزدوج الإزاحة، والصمام ثلاثي الإزاحة، والصمام الرقائقي، والصمام ذو العروات، والصمام ذو الحواف، والصمام ذو المقعد المرن، والصمام ذو المقعد المعدني، والصمام اليدوي، والصمام الهوائي، وصمام الفراشة الكهربائي. يعتمد الاختيار الصحيح على الضغط ودرجة الحرارة والوسيط ومتطلبات التسرب ومساحة التركيب وتكرار التشغيل. ما هي الأنواع الرئيسية لصمامات الفراشة؟ تُصنَّف صمامات الفراشة عادةً حسب تصميم القرص، وطريقة توصيل الجسم، ومادة المقعد، وطريقة التشغيل. هذا التصنيف مهم لأن صمامين قد يُسمَّيان كلاهما صمامات فراشة، لكن حدود الخدمة الخاصة بهما قد تكون مختلفة جدًا. يستخدم صمام الفراشة قرصًا دوارًا لعزل التدفق أو تنظيمه. وبفضل هيكله المدمج ووزنه الخفيف وتشغيله بربع دورة، يُستخدم على نطاق واسع في معالجة المياه ومحطات الطاقة والمعالجة الكيميائية وأنظمة التدفئة والتهوية وتكييف الهواء والأنظمة البحرية وخطوط الأنابيب الصناعية العامة. بالنسبة للمشترين، لا يتمثل السؤال الرئيسي ببساطة في «أي نوع أرخص؟» بل في «أي نوع يمكنه تحمل الضغط ودرجة الحرارة والوسيط ومتطلبات الإحكام الفعلية؟» صمام الفراشة متحد المركز A صمام فراشة متحد المركزيكون ساقه موجودًا على خط المنتصف لجسم الصمام والقرص. ويُسمى أيضًا صمام الفراشة المحوري. يُستخدم هذا النوع عادةً في تطبيقات الضغط المنخفض والخدمات العامة، خاصةً مع الماء والهواء والسوائل غير العدوانية. وهو بسيط واقتصادي وسهل الصيانة. يتمثل القيد في تآكل المقعد. أثناء الفتح والإغلاق، يبقى القرص ملامسًا للمقعد المرن خلال جزء كبير من حركته. بالنسبة للضغط الأعلى أو درجة الحرارة الأعلى أو متطلبات الإغلاق الأكثر صرامة، تكون تصاميم الإزاحة المزدوجة أو الثلاثية غالبًا أكثر ملاءمة. صمام الفراشة مزدوج الإزاحة A صمام فراشة مزدوج الإزاحةيستخدم إزاحتين لتقليل الاحتكاك بين القرص والمقعد. وهذا يحسن أداء الإحكام ويساعد على إطالة عمر الخدمة مقارنةً بالتصميم متحد المركز الأساسي. غالبًا ما يتم اختيار صمامات الفراشة مزدوجة الإزاحة لخدمات الضغط المتوسط الصناعية، بما في ذلك النفط والغاز وإمدادات المياه وتوليد الطاقة والأنظمة الكيميائية. وهي مفيدة عندما يحتاج التطبيق إلى متانة أفضل ولكنه لا يتطلب تصميمًا كاملًا ثلاثي الإزاحة بمقعد معدني. يُسمى هذا النوع أيضًا بشكل شائع صمام الفراشة عالي الأداء. قبل الاختيار، يجب على المشترين التأكد من فئة الضغط ومادة المقعد وتصميم إحكام العمود وتكرار التشغيل المتوقع. صمام الفراشة ثلاثي الإزاحة A صمام فراشة ثلاثي الإزاحةيضيف إزاحة هندسية ثالثة لإنشاء هيكل إحكام أكثر تقدمًا. ويُستخدم عادةً في تطبيقات درجات الحرارة العالية والضغط العالي أو الخدمات القاسية. يقلل التصميم الاحتكاك بين أسطح الإحكام أثناء التشغيل. تستخدم العديد من صمامات الفراشة ثلاثية الإزاحة مقاعد معدنية، مما يجعلها مناسبة للبخار والنفط والغاز والمواد الكيميائية وغيرها من الأوساط الصعبة. بالنسبة لهذه التطبيقات، تعد المعايير والاختبارات مهمة. غالبًا ما يحتاج المشترون إلى التحقق مما إذا كان تصميم الصمام يتبع معايير مثل API 609 وEN 593 وISO 5752 وASME B16.34 أو API 598، وفقًا لمتطلبات المشروع. صمامات الفراشة الرقاقية وذات العروات وذات الحواف يؤثر اتصال الجسم على التركيب والصيانة. النوع الأفضل لـ النقطة الرئيسية صمام فراشة رقائقي أنظمة الأنابيب المدمجة يُثبت بين حافتين صمام فراشة ذو عرو...

صمام فراشة ثلاثي الانحراف هو صمام عزل عالي الأداء مصمم للتطبيقات التي لا تستطيع فيها صمامات الفراشة التقليدية ذات المقعد المرن أو ذات الانحراف المزدوج تلبية متطلبات الضغط أو درجة الحرارة أو التسرب. وباستخدام تصميم إحكام ثلاثي الانحراف، يحقق الصمام آلية إحكام معدن-إلى-معدن مع تقليل الاحتكاك بين القرص والمقعد أثناء التشغيل، مما يجعله مناسبًا للخدمات الصعبة مثل النفط والغاز والبتروكيماويات وتوليد الطاقة والغاز الطبيعي المسال والبخار وأنظمة العمليات الصناعية. تصميم ومبدأ عمل صمام الفراشة ثلاثي الانحراف على عكس صمام الفراشة متحد المركز، حيث يتم وضع العمود على خط المنتصف للقرص والمقعد، فإن صمام الفراشة ثلاثي الانحراف يدمج ثلاثة انحرافات هندسية مستقلة. ينقل الانحراف الأول العمود بعيدًا عن خط المنتصف لجسم الصمام، بينما يزيح الانحراف الثاني العمود عن خط منتصف خط الأنابيب، ويضيف الانحراف الثالث سطح إحكام مخروطيًا بدلًا من شكل إحكام دائري. تسمح هذه الهندسة للقرص بالابتعاد عن المقعد مباشرة بعد بدء الدوران، مما يلغي الاحتكاك بين أسطح الإحكام. الميزة الرئيسية لهذا التصميم هي أن قوة الإحكام تتولد بواسطة عزم الدوران بدلًا من الضغط المستمر على المواد اللينة. إذا كان التطبيق يتطلب خدمة بدرجات حرارة عالية، فإن صمام الفراشة ثلاثي الانحراف ذو المقعد المعدني يُفضل غالبًا لأن مقاعد المطاط الصناعي قد تتدهور تحت درجات الحرارة المرتفعة. وإذا كان الوسط يحتوي على جسيمات كاشطة أو مواد كيميائية عدوانية، فإن اختيار مواد القرص والمقعد والجسم يصبح أمرًا بالغ الأهمية لمنع التآكل والتلف والتسرب أثناء التشغيل طويل الأمد. معايير ومواد صمام الفراشة ثلاثي الانحراف يُصنع صمام الفراشة ثلاثي الانحراف عادةً وفقًا لمعايير مثل API 609 وEN 593 وISO 5752، مع تصنيفات ضغط تتراوح من الفئة 150 إلى الفئة 600 وما فوق حسب متطلبات التصميم. تشمل المواد النموذجية الفولاذ الكربوني والفولاذ المقاوم للصدأ والفولاذ المقاوم للصدأ المزدوج وبرونز الألومنيوم والسبائك القائمة على النيكل. بالنسبة لتطبيقات مياه البحر المسببة للتآكل، قد يتم اختيار سبائك برونز الألومنيوم مثل C95500 أو C95800، بينما قد تتطلب تطبيقات الخدمة الحامضية مواد متوافقة مع متطلبات NACE MR0175/ISO 15156. أداء إحكام صمام الفراشة ثلاثي الانحراف والتحكم في التسرب يعتمد أداء إحكام صمام الفراشة ثلاثي الانحراف على التفاعل بين حلقة الإحكام وتشطيب سطح المقعد وعزم التشغيل وتوافق المواد. وبما أن أسطح الإحكام تتلامس فقط عند موضع الإغلاق النهائي، فإن التآكل الميكانيكي ينخفض بشكل كبير مقارنة بتصميمات صمامات الفراشة التقليدية. إذا كان التسرب الصفري مطلوبًا للعزل الحرج، فيجب مراعاة تصميم الصمام وفئة الضغط ومعيار التسرب المطبق، مثل API 598 أو ISO 5208، أثناء تحديد المواصفات. تطبيقات صمام الفراشة ثلاثي الانحراف واعتبارات الاختيار في خطوط الأنابيب ذات الأقطار الكبيرة، غالبًا ما يتم اختيار صمامات الفراشة ثلاثية الانحراف كبديل لصمامات البوابة لأنها توفر بُعدًا أقصر من وجه إلى وجه ووزن تركيب أقل. ومع ذلك، يجب أن يعتمد اختيار الصمام على ظروف التشغيل وليس على الحجم فقط. إذا كان خط الأنابيب يتطلب تشغيلًا متكررًا أو مساحة تركيب محدودة أو قدرة إغلاق عند درجات حرارة عالية، فقد يوفر تصميم الانحراف الثلاثي مزايا. وإذا كانت الخدمة تتطلب التحكم بالخنق، فيلزم إجراء تقييم إضافي لخصائص التدفق وحجم المشغل، لأن صمامات الفراشة مُحسّنة عمومًا لتطبيقات العزل والت...


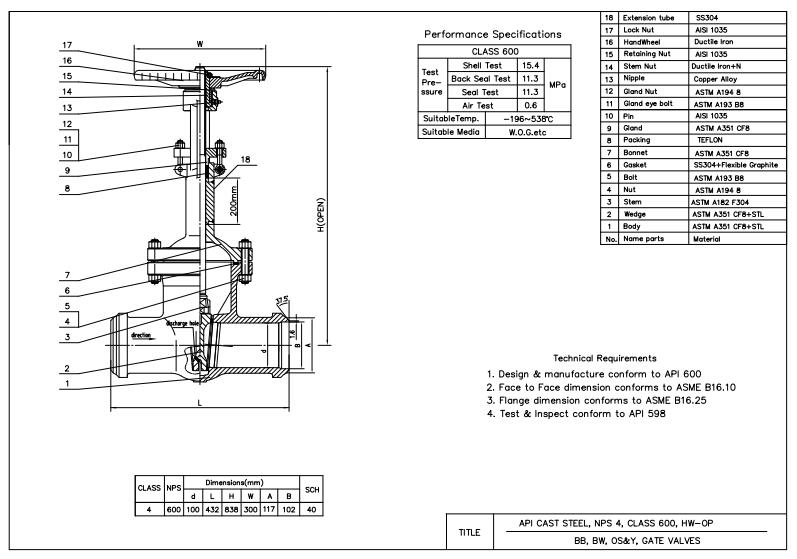
صمام البوابة ، المصنوع وفقًا لـ API 600 ، مصنوع من CF8 ، وهو نوع واحد من الفولاذ المصبوب. تم تجهيز الصمام مقاس 4 بوصات بعجلة يدوية ونير خارجي وغطاء محرك مثبت بمسامير وغطاء محرك ممتد. جميع الملحقات يمكن تتبعها.
دفع:
30% when order confirmed, 70% before shipmentأصل المنتج:
Chinaاللون:
Customizationميناء الشحن:
Shanghai, Chinaالمهلة:
30~60 days Ex Works after order confirmationMaterial:
CF8Method of Operation:
Handwheelتفاصيل سريعة
نوع | صمام البوابة |
مقاس | 4 بوصة |
ضغط التصميم | 600 رطل |
بناء | ب. OSY ؛ تمديد بونيه |
نوع الاتصال | بولت ملحومة |
نوع العملية | عقارب |
مادة الجسم | CF8 |
مادة القرص | CF8 + STL |
كود التصميم | API 600 |
نهاية شفة | ASME B16.25.0000 |
وجها لوجه | ASME B16.10.009 |
التفتيش والاختبار | API 598 |
درجة حرارة | -196 ~ 539 ℃ |
واسطة | الماء والنفط والغاز |
أصل | الصين |
سمات
-تصميم تجويف كامل
- معدلات تدفق فائقةخسارة احتكاك صغيرة
- قيمة عزم دوران منخفضة لإغلاق وفتح الصمام
- إسفين مرن لمقاعد أفضل وعملية سهلة
-نهاية ناعمة وختم فائق لوجه المقعد
- يتم تصنيع كل صمام برقم محدد على الجسم من أجل التتبع
رسم تقنى _ رسم عن طريق الكمبيوتر

خدمتنا
تعد خدمة عملاء Dervos واحدة من أكبر المزايا التنافسية لدينا. في Dervos ، نقدم-
1. الاقتباس في غضون 24 ساعة أو في موعد لا يتجاوز 3 أيام
سيتيح لك ذلك الوفاء بالموعد النهائي لتقديم عرض الأسعار وتعزيز كفاءة عملك
2-تقرير الحالة الأسبوعي لطلبك
بهذه الطريقة ، سيكون لديك صورة واضحة لطلبك. لا تحتاج إلى إضاعة الوقت في دفعنا لتحديث الحالة
3- فترة ضمان 18 شهرًا
ستصدر شهادة ضمان بعد الشحن ولن تشعر بأي قلق بعد شراء الصمامات.
4. حلول للشكاوى في غضون 3 أيام
الإجراءات السريعة والمسؤولة للشكاوى ستحمي سمعتك وتقلل من الخسارة المالية قدر الإمكان.
إذا كنت مهتما في منتجاتنا و تريد أن تعرف المزيد من التفاصيل,يرجى ترك رسالة هنا وسوف نقوم بالرد عليك بأسرع ما يمكن.

مصنوع من الفولاذ المقاوم للصدأ ، وقد قام صمام البوابة المبردة بغطاء محرك ممتد ، وتجويف منخفض ، وعجلة يدوية غير صاعدة ، ووصلة لحام مأخذ ، متوافقة مع api 602. تفاصيل سريعة نوع بوابة صمام بحجم 1 " ضغط التصميم ansi 1500 اعمال بناء وسعوا الجذعية ، غطاء المحرك ، إسفين صلب نوع الاتصال قابس كهرباء اللحام (SW) نوع العملية عقارب عملية مواد الجسم أ 182 f316l مواد تقليم SS316L كود التصميم اسمي ب 16.34 وجها لوجه اسمى ب 16.10 نهاية الاتصال اسمى ب 16.11 متوسط ماء، النفط والغاز الأصل الصين التعديلات المتاحة لصمامات dervos ضغط التصميم -القطر الاسمي -هيئة المواد & أمبير ؛ تقليم المواد -المواد و أمبير ؛ نوع للتغليف وحشية -صمام نوع العملية -تعديلات الاتصال النهائي -متوفر الجذعية الممتدة أو غطاء المحرك - متوافر صمام جانبي -طلاءات مخصصة & أمبير ؛ التعبئة والتغليف المعرفة ذات الصلة لماذا نستخدم جذع ممتد للصمامات المبردة؟ تستخدم الصمامات المبردة بشكل رئيسي في الوسائط السائلة ذات درجة الحرارة المنخفضة ، مثل الغاز الطبيعي المسال والمنتجات البترولية. أسباب استخدام الجذع الممتد للصمامات المبردة هي كما يلي: 1. للحفاظ على درجة حرارة التعبئة الجذعية في مستوى مناسب ، لأن درجة الحرارة المنخفضة للغاية سوف تضخم وظيفة الختم من pakcing الجذعية. 2. لمنع الحرارة في الخارج من دخول الصمام والتسبب في فقدان الطاقة للتطبيق 3.هيكل الجذع الطويل يسهل الاستبدال السريع للجزء الرئيسي للصمام من خلال غطاء الصمام. 4. لمنع الأجزاء (مثل عجلة اليد) على الساق من التجمد



حقوق النشر © 2015-2026 DERVOS VALVE CO.,LTD.كل الحقوق محفوظة مدونة / خريطة الموقع / XML / سياسة الخصوصية












